We have seen a variety of board designs presented to us for assembly and have experienced quite a few issues with some of them. Occasionally it makes the board nearly impossible to assemble at all. Here are the absolute minimum requirements for it to be manufactured by machine at all.
The board must fit in the machine. Check the size limitations. If the board is too small, the problem is solved by panelising. If it is too large, you need to either find a different manufacturer that can handle it or try to make your design smaller. We can handle boards between 50mm X 50mm and 250mm x 500mm.
There must be sufficient clearance for the board to be transported through the machine. Any components that are too close to the edge cannot be populated by machine. Either add tooling strips or just keep a good margin along the edge. We recommend 10mm tooling strips to allow for panel fiducials to be located at least 5mm from the edge.
Files are provided to us with the correct data. I will go into more detail elsewhere on this, but we need the centroid data (including for the fiducials) so that the machine knows where to place components and which components to place there. We need the bill of materials that lists components, including their package types so that the machine knows what the component and its pads look like. The gerber files provide other essential information, such as the board’s manufacturability and the orientation of parts.
Agile now has a Youtube channel! We probably will still mostly use the blog for information. But for now, find our twelve days of feedback for the season. Entertaining and useful at the same time. Enjoy!
Many older electronic designs use through-hole components, which are usually manually placed onto circuit boards before they can be soldered. While some components are best kept as through-hole, such as connectors, most can be replaced with surface mount equivalents. Let’s look at why this might be a good idea.
When we work with through-hole components, the following happens for larger jobs:
Manually place the through-hole components
Use our wave solderer to solder all the through-hole components on the board
Clean the boards
The wave solderer itself has an associated set-up and clean-up cost as well. (Note: some manufacturers use “selective soldering” for this task, which has a few advantages over wave soldering.) For small jobs it is usually cheaper and easier to manually solder the through-hole components. However, labour is not very cheap compared to machines.
On the other hand, for surface-mount components provided on a reel, we load the reel into a feeder element, mount the element in the feeder trolley and program the feeder. Then the pick and place machine does the rest. Once again, there is a set-up cost associated with each type of component, but if you are wanting hundreds of boards or more, surface mount components are the way to go.
Components on a reel, loaded onto a feeder elementComponent feeders in a feeder trolley
The next episode in our series on getting the best value out of your surface mount assembler is panelising. The surface mount assembly process involves three main steps for each board (or panel):
solder pasting
placing surface mount components on the board using the pick and place machine
melting the solder in a reflow oven
Each of these stages is faster if you have the maximum number of boards possible within a single panel. Suppose it is possible to have ten boards in a single panel. That can make solder pasting ten times faster.
Some gains are also possible with the pick and place machine stage, if a board takes less than a minute to populate, there could be a delay between putting it into the machine and moving to the reflow stage. The pick and place machine itself will place components more efficiently if populating an entire panel of boards instead of individual boards, since there will be fewer nozzle changes needed.
Depending on the reflow set-up, panelisation can make things much faster or just a little. If the reflow oven is automated, taking boards that exit the pick and place machine, the speed increase may be a multiple of one dimension of the panelised board. For ovens with manual input, panelisation will greatly reduce the handling required. Imagine the relative effort of carefully placing 10 boards in an oven versus one. The operator needs to be careful to avoid touching the solder paste, as well as making sure that the board is level and not jerked about, or components will be dislodged. It’s a bit like a waiter bringing a full bowl of soup to a diner.
Panelising may also provide savings at later stages, for example, if the boards need to be cleaned, then this will be faster if an entire panel can be cleaned at once.
In some cases, a board must be panelised, for example, if it is too small to be populated by the machine. The Europlacer XPii requires the board to be at least 50mm by 50mm. It must also have two parallel sides with 5mm clearance to allow it to be held by the machine.
Not all manufacturers work the same way. The degree of automation will differ. Pick and place machines vary in their capabilities. So the exact savings will differ. But as a very rough guide, if your board is very small, has an unusual shape, or you need at least 40 boards and can fit at least 4 boards in a panel, it is likely to be worth panelising.
As you may have seen in our last post, we now have a Dek solder printer. This automatically applies solder to the bare circuit board prior to feeding through to the pick and place machine to receive parts.
We are very pleased to say that this improves the consistency of board pasting, thereby reducing errors compared to the manual process.
To make best use of solder printers like ours, we strongly recommend requesting half-etched fiducials on your stencils (as well as having fiducials on your panel or board). This allows the board and stencil to automatically be lined up without solder paste interfering with optical recognition.
There is one thing worse than cut tape, and that is loose components! You might think it is a saving to just buy a bag of the components you need, but if you are using a professional assembler, it is often cheaper to buy in bulk on a reel, or to make use of the very reasonable reeling service from suppliers like Digikey or Mouser, where your small number of components are mounted on a reel, ready for assembly.
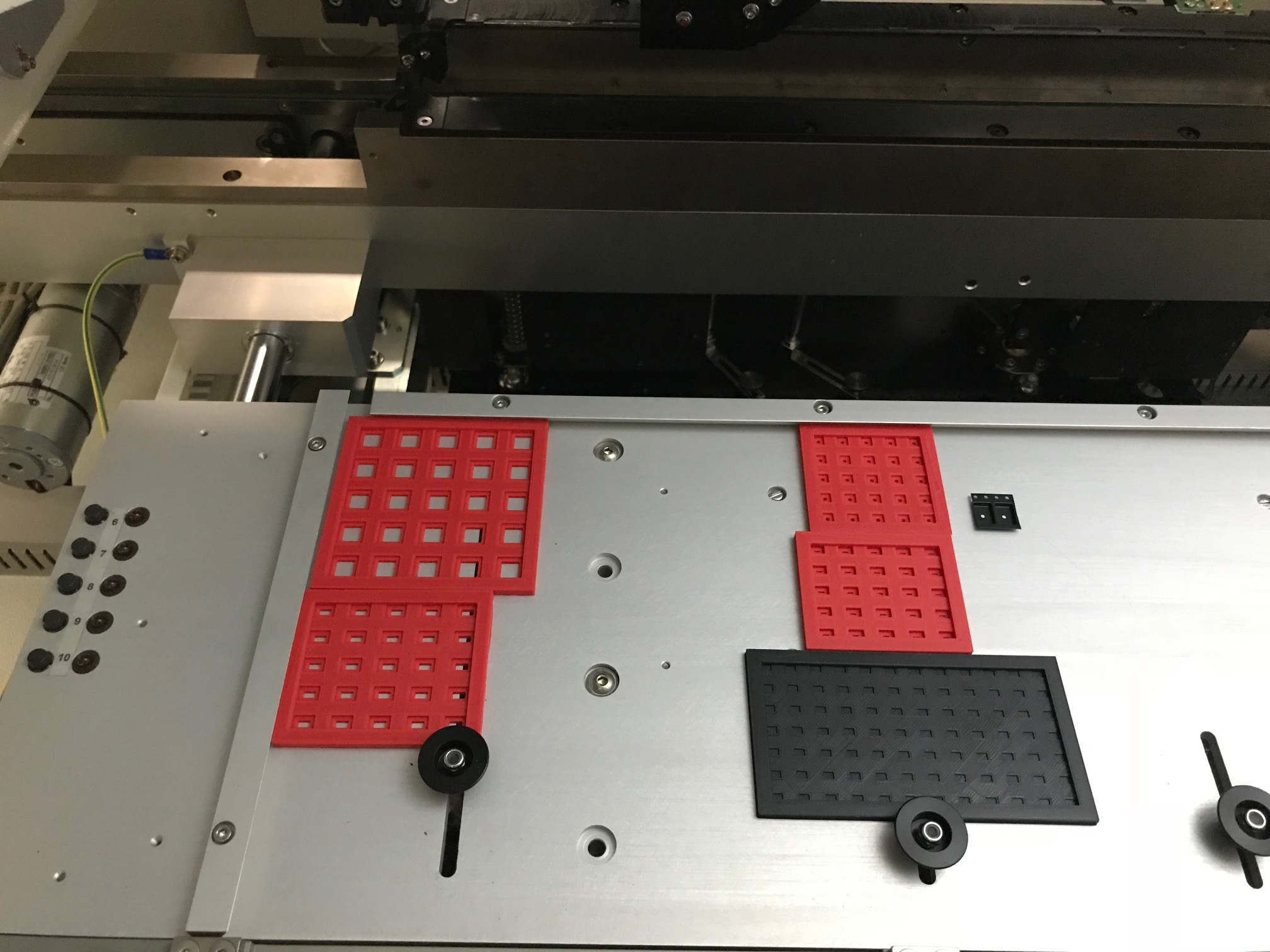
So, what do we do when we receive loose components? Some are taken out of their plastic bags and put into a belt or tube feeder. For others, we need to design and print a special matrix tray, and then manually place the components into the matrix tray. For really short cut tape, we stick the tape into the matrix tray area with removable double-sided tape. For each tray or short cut tape, the pick and place machine needs to be programmed to indicate the dimensions of the tray and the type of component contained in it. As you can imagine all this preprocessing takes quite a bit of time. So, do think twice about how you provide components to your friendly assembler!
Custom matrix trays set up in the Europlacer pick and place machine. Also a short piece of cut tape with only two components, stuck into the matrix tray area.
Cut tape wastes an assembler’s time and may cost you more money than you save on parts
When getting your short run of PCB assembly for your design you may be tempted to just buy cut tape for your parts, since full reels have thousands of components on them and may cost more. However, consider what happens when you provide cut tape to your assembler.
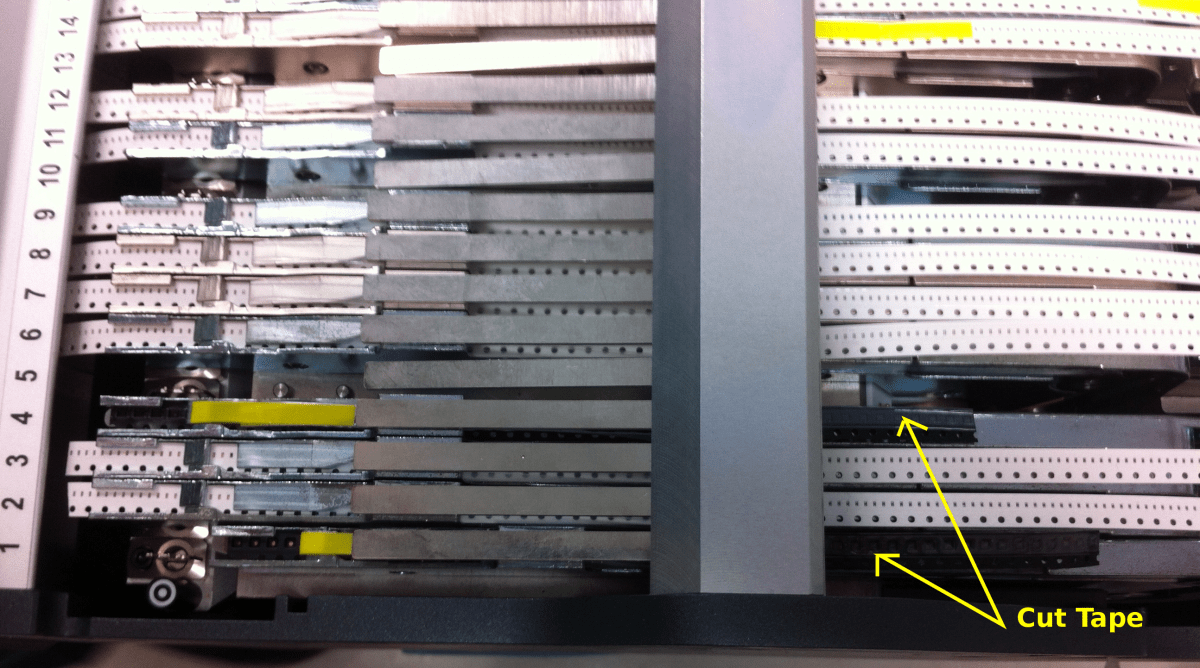
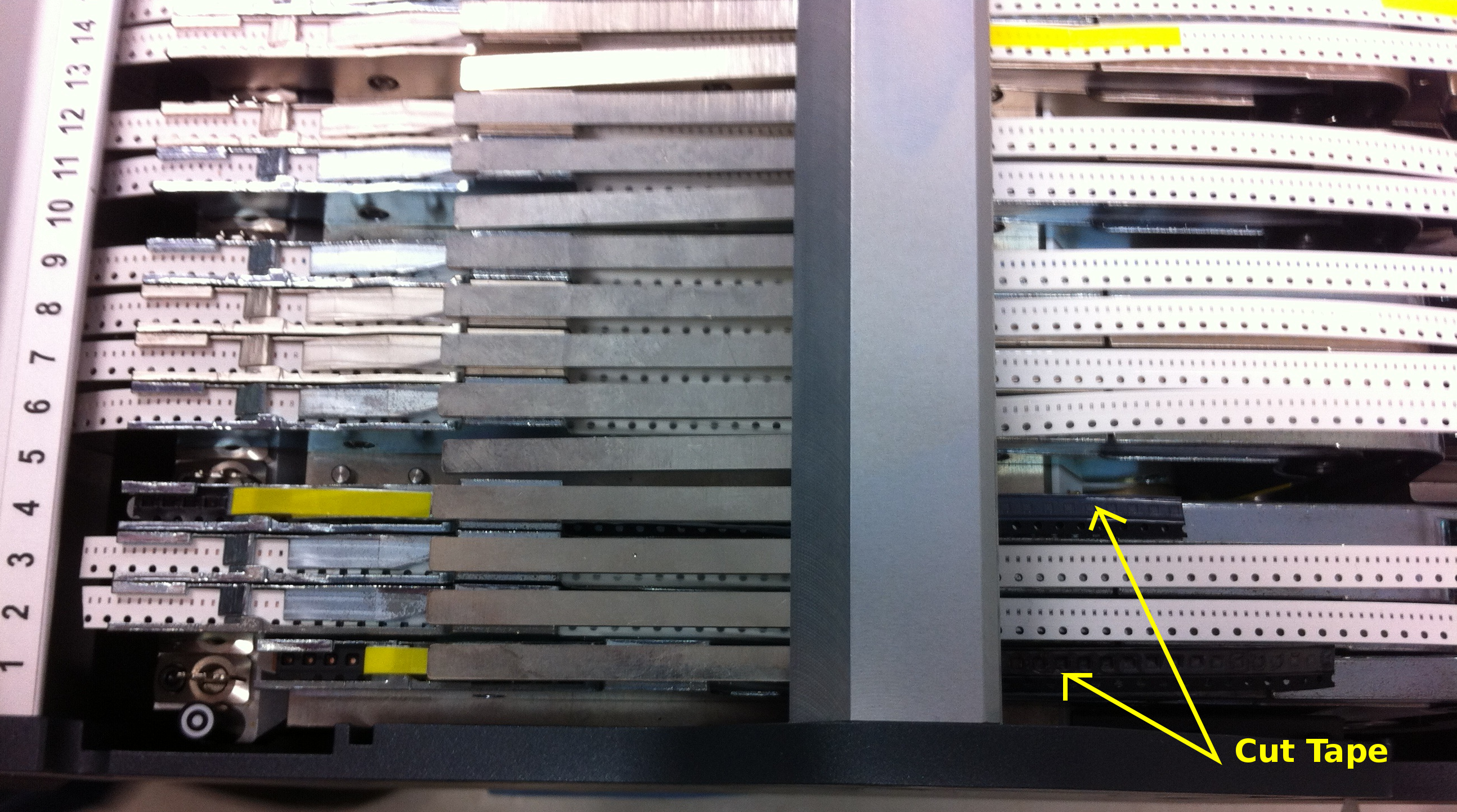
Cut tape mounted in feeder elements 1 and 4. All other feeders contain reels of components.
For each cut tape, the assembler needs to mount it on a feeder, so parts can be automatically fed into the machine for placement.
The end of the cut tape has been peeled back to allow a leader tape to be attached using some joiner tape. Components need to be removed from the exposed pockets.
Each feeder needs a couple of feet of blank leader tape, attached with special tape to your piece of cut tape. The first 3 or 4 components worth of cut tape will need to be peeled back to attach the leader tape. Those 3-4 components need to be repocketed at a later time in the cut tape, which leads to extra manual handling and can be a source of error and lost parts.
Attaching joiner tape
If you also supply only the exact number of parts required for your boards, the assembler may need to spend extra time dealing with misfeeds, or possibly not do a complete run for you due to dropped components. If you do choose to use cut tape, supply at least 5 additional components, to allow efficient handling.
Let’s look at some costs associated with an example run. Suppose you have 20 pieces of cut tape for your job. For each tape, there is ~$1 of joiner tape needed, plus about 10 minutes of extra time per type of component. At average engineer rates of ~$50 per hour this adds about $200 to your job. If you are only doing 20 boards, that’s $10 per board. Figures will differ for different manufacturers, and some machines may be better or worse at handling cut tape, but as a rough estimate, assume that your job costs $10 more per cut tape and that you will fail to get a complete run unless you supply extra components.
Leader tape secured with joiner tape
A further thing to be aware of is that there is no guarantee that you will get a single piece of cut tape for each part when you buy your components as cut tape. You may end up with several pieces, and each of these needs to be mounted separately. The extra pieces of cut tape will either stop production as they need to be mounted when the previous pieces have been consumed, or they will take up extra feeder slots. The number of components lost in production is proportional to the number of pieces of cut tape for the part. Since it is known that components provided as cut tape can be in multiple pieces of tape, assemblers will either have to assume the worst when they give you a quote, wait until they see the components before giving a quote, or just give an estimate before the job.
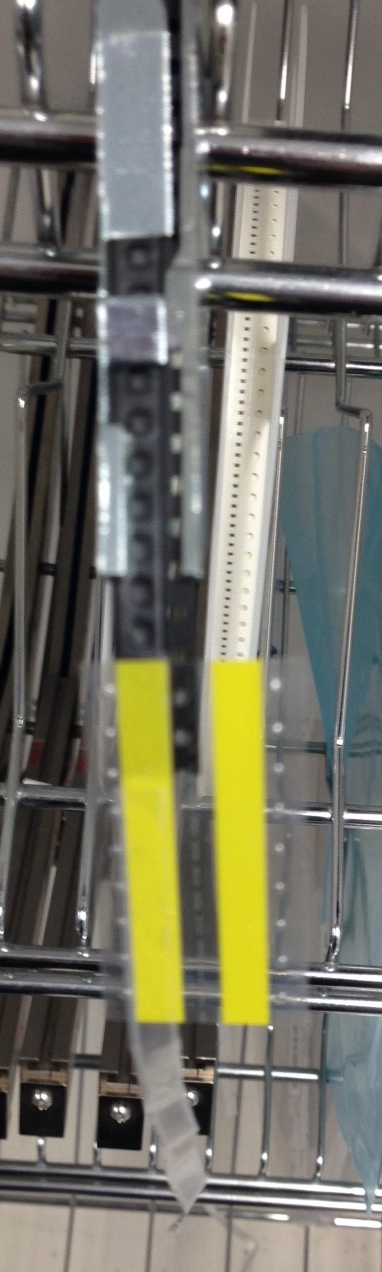
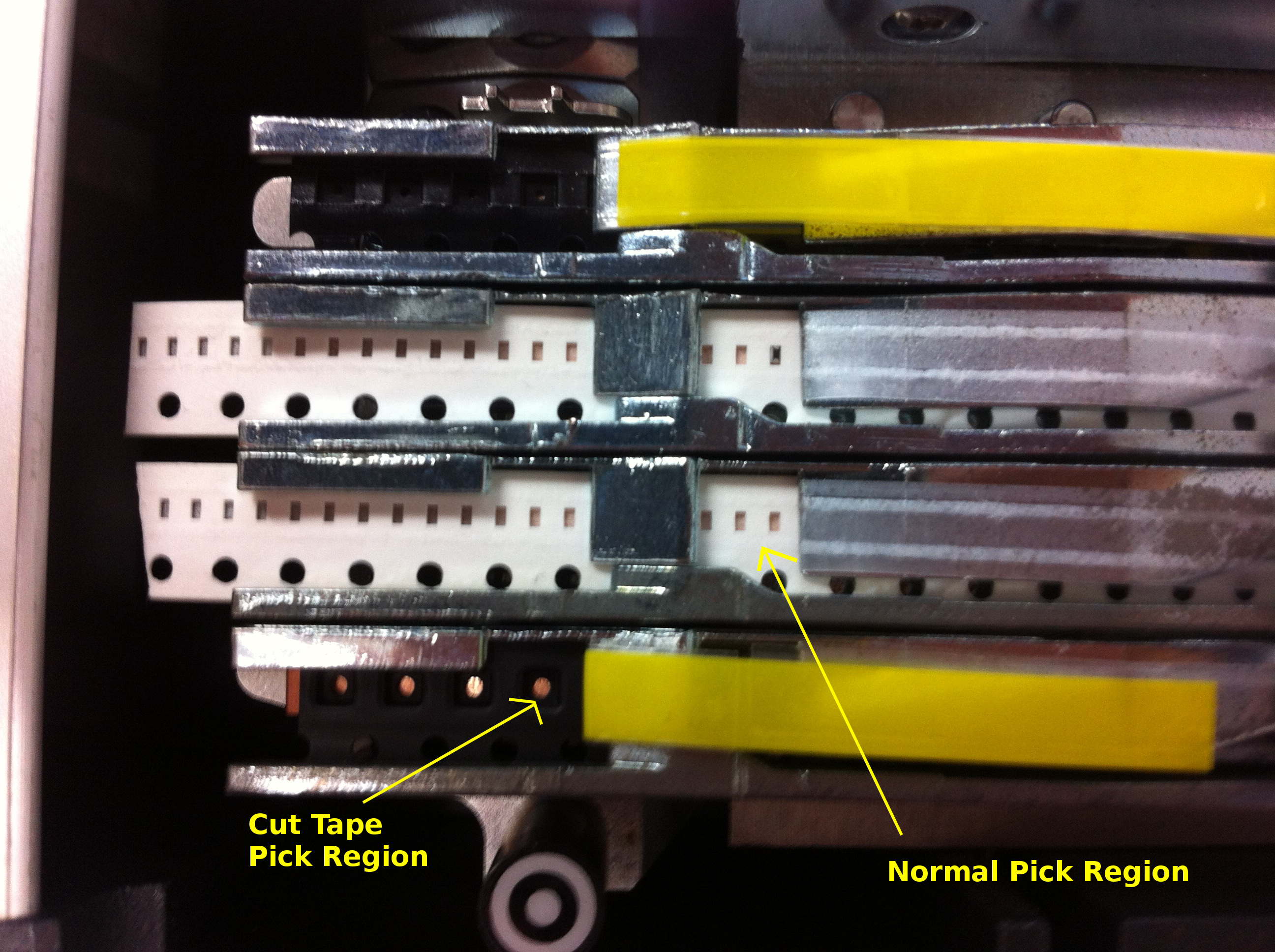
Pick regions for cut tape and normal tape. Note the length of the leader tape in each case.
There are various solutions to the curse of cut tape.
Buy a full reel
Buy your small number of components and get them put on a reel for manufacture by the supplier (eg. ~$7 reeling fee for a “digireel” from Digikey)
For standard components such as passives, you might be able to cheaply use the assembler’s reels. We like to encourage the use of our stock of standard passives, and may even provide these for free for your job, as it saves us time and hassle.
More things to be aware of when getting your job ready for pick and place in this post.
Make sure you provide about 5% more components than actually needed for the number of boards. No process is 100% accurate in placement, and components get dropped by the machine head, or otherwise wasted through tape advancement or just falling into the machine. If you don’t do this, don’t be surprised if not all of your boards are fully populated at the end of the run.
How you design your board can affect the amount of tombstoning (components standing up due to uneven surface tension from solder during reflow – the solder melting stage). This is a greater problem for smaller components such as 0402s. Ensuring that you don’t have one side of a component connected to a large thermal mass compared to the other one, is an example of how you can minimise tombstoning. Another example is by having rounded corners on pads, which has been shown to reduce tombstoning.
That’s all for this post. Follow us to get notified of new updates.
We sometimes get asked how to prepare a design for manufacture on a pick and place machine. There are things to be aware of that are not needed for your prototype, including fiducials, which are marks on the board that help the machine’s vision system place the components accurately. Also the way that components are provided makes a lot of difference to how long it takes to set up the run.
An excellent introduction to design for manufacture is provided by Dave Jones. We strongly recommend watching it before sending your design to be made. Having said that, we can handle 0402 sized components, but are happy to use other sizes if required.